
Netlon systems „fordított rotációs rendszer"
Ebben a technológiában két öntőforma ellentétes irányban forog. Mindkét forma barázdált, ezeken keresztül folyik az olvadt műanyag. Az öntőformák forgása miatt a háló mindig rombuszos szerkezetű lesz.
A hálókat leginkább a szerkezet (a szál formája, kötések, vastagság, szálak közötti szög és távolság), a felhasznált anyagok (alapanyagok + adalékok + színezékek), a szélesség és a szín határozzák meg.
Sokféle extrudálási folyamat létezik, de a leggyakoribbak:

Extrudálási folyamat
Az összes termékünk előállítása a háló extrudálási folyamaton alapul.
POLIPROPYLEN (PP)
POLIAMID 6 (PA6)
POLIETYLEN DUŻEJ I NISKIEJ GĘSTOŚCI (HDPE – LDPE)
POLIESTER – POLITEREFTALAN BUTYLENU (PBT)
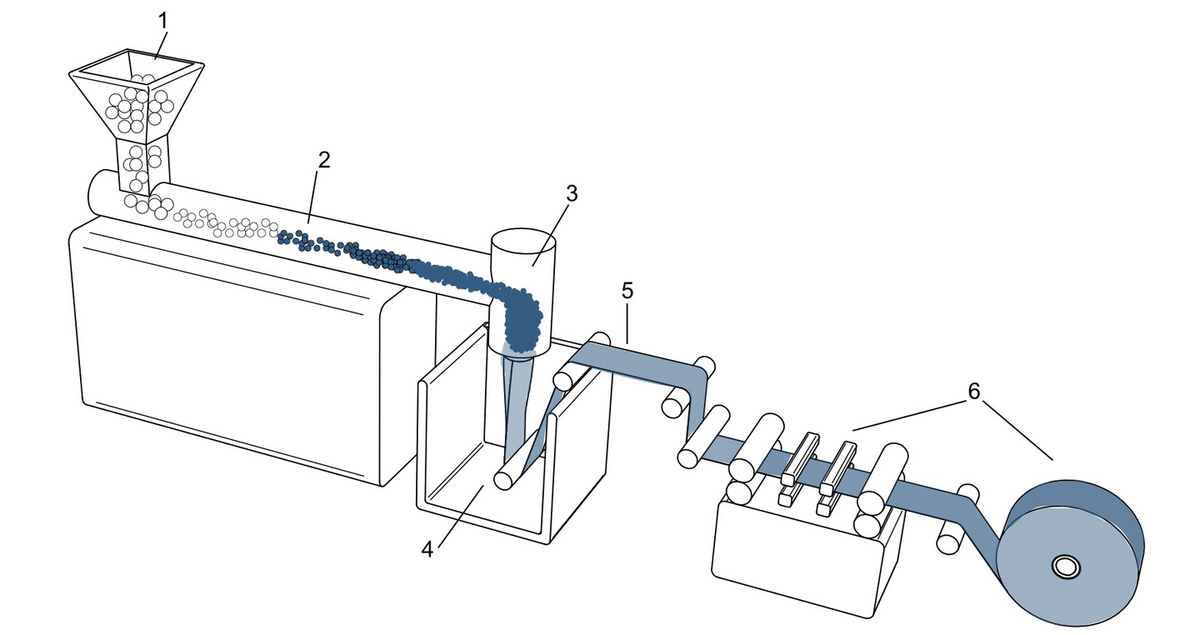
Műanyag háló extrudálás alatt az olaj alapú anyagok, pl. polimerek átalakításának folyamatát értjük. A folyamat során az alapanyagokat megolvasztják, és cső formára vagy réselt lapos formára alakítják.
A szőtt anyagokkal ellentétben az extrudált végtermék rögtön elnyeri végleges formáját, mert a szálak összeforrnak. Az extrudálási folyamat fő fázisai:

Ebben a technológiában két öntőforma ellentétes irányban forog. Mindkét forma barázdált, ezeken keresztül folyik az olvadt műanyag. Az öntőformák forgása miatt a háló mindig rombuszos szerkezetű lesz.
A TRICAL folyamatban csak az egyik öntőforma mozog. Az oszcillálás folyatja az anyagot, és gyűrűket formáz, amik a keresztszálakkal együtt megszilárdulnak. A végtermék olyan háló, ami kb. 90 fokos szögekkel rendelkezik. Amikor elkészült a műanyag háló, további gyártási fázisok is következhetnek, amelyek során a kiindulási termék tulajdonságai akár jelentősen is megváltozhatnak: orientáció, bi-orientáció vagy laminálás.
Bizonyos alkalmazásoknál az extrudált hálót egy másik anyag megerősítésére használják. Ezt a folyamatot „laminálásnak” nevezik. A cél az, hogy a műanyag hálót egyesítsék egy vagy több másik anyaggal. Ezek jellemzően „nem szőtt” anyagok és műanyag fóliák. Az anyagok kombinálásával növelhető a háló hatékonysága. A kombináláshoz mindkét anyagot fel kell hevíteni a kívánt hőmérsékletre, majd összepréseléssel érik el az olvadt molekulák fúzióját.
A fentebb bemutatott folyamatokon túlmenően az Intermas számos különféle kiegészítő végső megmunkálási formát végez sok terméknél abból a célból, hogy elősegítsük és javítsuk termékeink funkcionalitását egy adott felhasználási területen.
Ilyenek például: átlós metszések, öntőforma metszések, perforálás, hegesztés, szalagok és szegélyek beillesztése, stb. Minden ilyen megmunkálási folyamat nagyban elősegíti a termékek alkalmazhatóságát ügyfeleink számára.
A műanyag háló polimer láncmolekulái szabályozott hőmérsékleten történő nyújtással orientálhatók. A folyamat az alábbi előnyökkel jár:
„Orientáció” az a folyamat, ami által a polimerek egyazon irányban álló molekulái egy vonal mentén orientálódnak. Ennek eléréséhez a műanyag hálót ismét fel kell hevíteni optimális hőmérsékletre, hogy azt hosszanti irányban megnyújtsák „mono-orientált” hálókhoz, és keresztirányban is a bi-orientált termékekhez (BOP). Ennek eredményeként jelentősen megnő a húzóerővel szembeni ellenállás, és a szálak átmérőjének csökkenése révén kisebb lesz a háló súlya. A folyamatokat adott felhasználási területre készült termékek gyártásakor alkalmazzák.



